
Адание перемещений по осям координат
Чтобы задать требуемое перемещение необходимо указать обозначение оси координат, вдоль которой будет происходить это перемещение со своим знаком с учётом цены импульса (см. п.1). При цене импульса равной 0,01 мм, как принято в настоящей методике, перемещение вдоль оси Z на 25,05 мм в направлении, к началу координат следует записать в виде: Z-2505.
Перемещения задаются совместно с функциями G00, G01, G02, G03, G33. Задание перемещений при круговом движении требует также задания величин I, K.
В системе координат X0Z (рисунок 15) необходимо определить дополнительно положение центра этой дуги относительно ее начальной точки tН. В любом случае величина I соответствует оси X, величина K – оси Z. При этом в УП используются абсолютные значения этих величин.
Рисунок 15Определение центра дуги эквидистанты в плоскости X0Z
Например:
N010 G02 X200 Z-200 K200 при ( I = 0)
Такой кадр определяет перемещение, приведённое на рисунке 16.
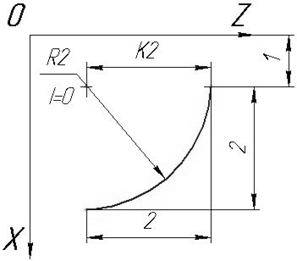
Рисунок 16Пример кругового перемещения
Максимально возможное перемещение по всем осям равно ±999999, что соответствует ±9999,99 мм. Минимально возможное перемещение равно ±1, т.е. 0,01 мм.
адание подачи
Величина подачи задаётся в кадре УП под адресом F с разрядностью в соответствии с ценой импульса, т.е. в пределах настоящей методики с разрядностью 0,01мм.
Подача всегда задаётся совместно с функциями G01, G02, G03. При этом необходимо, чтобы заданию подачи предшествовала функция G94 (т.е. задание подачи в мм/мин) или функция G95 (т.е. задание подачи в мм/об), тогда, например, сочетание:
G94 F12000 определяет подачу S = 120 мм/мин;
G95 F15 определяет подачу S = 0,15 мм/об.
Следует помнить, что заданная в каком-либо кадре подача сохраняется на все последующие кадры до отмены её новым значением под адресом F.
При нарезании резьбы, подача равна шагу резьбы. Шаг резьбы при токарной обработке задаётся под адресом K в системе координат X0Z. Совместно с функцией G33 это может выглядеть следующим образом: N020 G33 Z-2500 K150, где кадр N020 определяет рабочий ход резца при нарезании резьбы на длине 25 мм с учётом врезания и перебега с шагом 1,5 мм.
спомогательные функции
Вспомогательные функции (команды) задаются в УП под адресом М. Сводка основных вспомогательных функций М дана в таблице 3.
Таблица 3 Перечень основных вспомогательных функций
| Функция | Значение функции |
| М02 | Конец программы |
| М03 | Вращение шпинделя по часовойстрелке |
| М04 | Вращение шпинделя против часовойстрелки |
| М05 | Останов шпинделя |
| М06 | Смена инструмента |
| М07 | Пуск охлаждения №2 |
| М08 | Пуск охлаждения №1 |
| М09 | Останов охлаждения |
Команда М06 всегда задаётся в паре с функцией Т, которая определяет необходимую позицию револьверной головки или инструментального блока.
Например, сочетание: Т01 М06 задаёт поворот револьверной головки в 1-ю позицию, т.е. устанавливает инструмент, закреплённый в 1-й позиции, в рабочее положение.
4.6 ПРИМЕР ПРОГРАММЫ
В качестве примера ниже приводится программа обработки контура (рисунок 13) с использованием данных таблицы 1. Программа имеет вид:
N001 S 600 M03
N002 G95 T01 M06
N003 G00 X2060 Z8200 M08
N004 G01 Z6500 F10
N005 X3060 Z5634
N006 Z2010
N007 X4200
N008 G00 Z13000 M09
N009 X4000 M05
N010 M02
5. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Получить от преподавателя вариант задачи в котором приведен эскиз контура детали (эскиз должен содержать необходимые размеры и их предельные отклонения, а также параметры шероховатости обрабатываемых поверхностей).
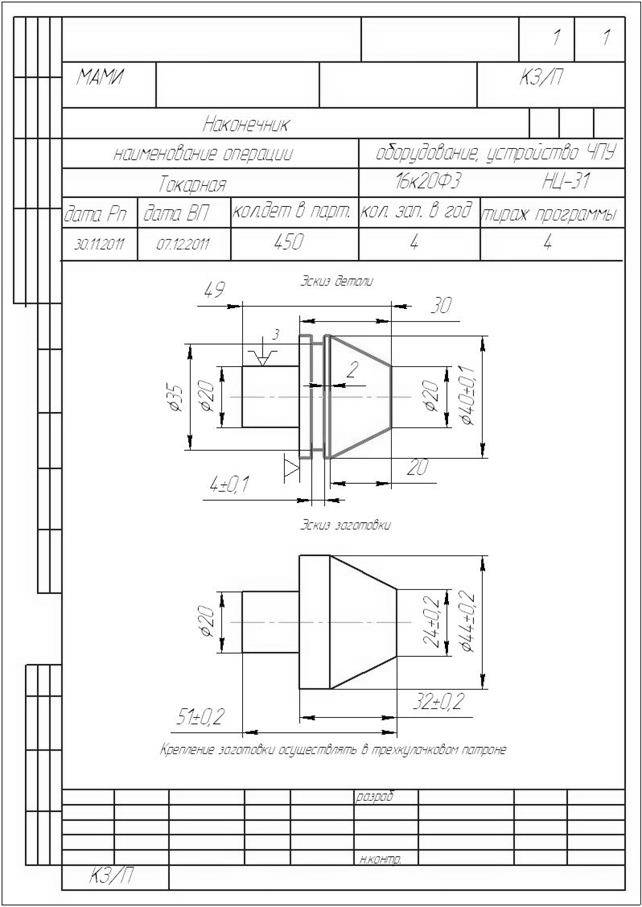
2. Выбрать метод получения заготовки и начертить эскиз, оформить карту заказа на разработку управляющей программы (КЗ/П) на бланке согласно ГОСТ 3.1404-86 форма 6. Эскиз обработанной детали располагают в верхней части поля, а эскиз заготовки в нижней.
2. Выбрать и обосновать, необходимый комплект резцов, указать для каждого из них радиус на вершине.
3. Выполнить расчёт эквидистанты согласно п.2 настоящих методических указаний.
4. Выполнить компоновку кадров УП согласно п.3 настоящих методических указаний.
5. Оформить отчёт по работе согласно п.7 настоящих методических указаний.
6. ОФОРМЛЕНИЕ ОТЧЕТА О РАБОТЕ
Отчёт по работе должен содержать:
— оформленную карту заказа на разработку управляющей программы (КЗ/П) согласно ГОСТ 3.1404-86 форма 6. Карта заказа на разработку управляющей программы (КЗ/П) содержит два эскиза: один – эскиз заготовки с указанием способа закрепления в рабочей позиции и необходимыми размерами и второй – эскиз обработанной детали, также с необходимыми размерами, но уже после обработки.
Пример заполнения (КЗ/П) приведен в приложении №2;
— эскиз обрабатываемого контура и его эквидистанту (эквидистанты) с указанием начальной точки (начальных точек) движения инструмента;
— координаты узловых точек эквидистант и их приращения по форме таблицы 1 (для каждой эквидистанты выполнить отдельную таблицу);
— крупномасштабные элементы эквидистант, поясняющие расчёт координат узловых точек и их приращений;
— комплект резцов для токарной обработки с их установочными размерами с указанием радиусов на вершинах резцов;
— текст УП, которая может быть дополнена необходимыми комментариями.
ЛИТЕРАТУРНЫЕ ИСТОЧНИКИ
1. Ловыгин А.А., Васильев А.В., Кривцов С.Ю. Современный станок с ЧПУ и САD/САМ система , М.: Литкон-Пресс, 2006 – 286 с.
2. Морозов В.В., В.Г. Гусев В.Г. Программирование обработки деталей на современных многофункциональных токарных станках с ЧПУ: Учебное пособие, Владимирский государственный университет, 2009 — 246 с. – ISBN 978-5-9984-0025-4
3. Гжиров Р. И., Серебреницкий П. П. Программирование на станках с ЧПУ: Справочник. -Л.:Машиностроение. Ленинград. отд-ние, 1990. -588 с.: ил.
4. Андреев Г.И., Кряжев Д.Ю. Работа на станках с ЧПУ. Система ЧПУ FANUC./ Работа на токарных станках с ЧПУ. Фрезерная обработка на станках с ЧПУ. /, СПб: ЗАО «Типография «Взлет», 2007.- 84 с.
Приложение 1
Варианты заданий:
Задача № 1.
Задача № 2.
Задача № 3.
Задача № 4.
Задача № 5.
Задача № 6.
Задача № 7.
Задача № 8.
Задача № 9.
Задача № 10.
Задача № 11.
Задача № 12.
Задача № 13.
Задача № 14.
Задача № 15.
Задача № 16.
Задача № 17
Задача № 18
Задача № 19
Задача № 20
Задача № 21
Приложение 2
Учебное издание
Шибаев Олег Владимирович
Гневашев Андрей Александрович
РАЗРАБОТКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ
СТАНКАХ С ЧПУ
Под редакцией авторов
Оригинал-макет подготовлен редакционно-издательским отделом
МГТУ «МАМИ»
По тематическому плану внутривузовских изданий учебной
литературы на 2011 г.
Подписано в печать _____________. Формат 60х90 1/16. Бумага 80 г/м?
Гарнитура «Таймс». Ризография. Усл. печ. л. ___
Тираж 75 экз. Заказ № __________
МГТУ «МАМИ»
107023,г. Москва, Б. Семеновская ул., 38.
Статьи к прочтению:
Как записать проекцию вектора на оси координат — bezbotvy
Похожие статьи:
-
Программирование линейных перемещений
Взависимости от нанесения размеров на чертеже детали и последовательности обработки, линейные перемещения могут быть заданы в абсолютной или…
-
Система координат инструмента.
Система координат детали. Система координат детали является главной системой при программировании обработки. Система координат детали — это система, в…