
Festo на основе контроллера omron cj1m
Методические указания к лабораторной работе по дисциплинам
«Микроконтроллеры и микропроцессоры в системах управления»,
«Микропроцессорные устройства»
для студентов направлений подготовки
15.03.04 Автоматизация технологических процессов и производств
(профиль «Автоматизация технологических процессов и производств
(машиностроение)»),
27.03.04 Управление в технических системах (профиль «Системы и
технические средства автоматизации и управления»)
Курган 2016
Кафедра: «Автоматизация производственных процессов»
Дисциплина: «Микроконтроллеры и микропроцессоры в системах управления»
Составил: к.т.н., доцент кафедры «АПП» Е.К. Карпов.
Утверждены на заседании кафедры 20 октября 2016 г.
Рекомендованы методическим советом
университета ** ****бря 201* г.
ВВЕДЕНИЕ
Автоматизация процессов транспортировки заготовок, инструмента и готовых деталей между станками и складскими помещениями является важной частью комплекса мер по созданию гибких производственных систем, автоматизированных производственных участков и заводов-автоматов. Пневматические толкатели, оснащённые датчиками положения применяются в качестве силовых установок для обслуживания различных транспортирующих устройств, а также для автоматизации некоторых производственных процессов.
Лабораторная работа выполняется с целью закрепления теоретических знаний и приобретения навыков программирования и отладки программ для контроллеров OMRON CJ1M.
1. ОБЗОР СТЕНДА FESTO НА БАЗЕ КОНТРОЛЛЕРА OMRON CJ1M
Лабораторный стенд представляет собой набор пневмооборудования фирмы FESTO, смонтированный на рамной конструкции (рисунок 1). Он включает в себя раму, устройство подготовки воздуха FRC 1/4 D MINI, три пневмоцилиндра DSNU 25 100 P A, три двухпозиционных пневмораспределителя MFH 5 1/4.
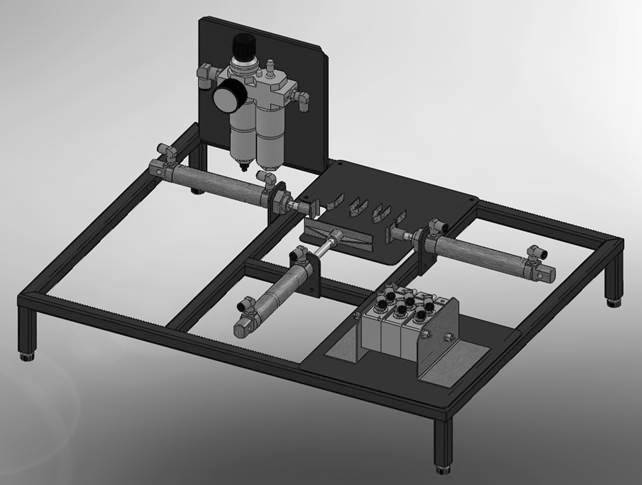
Рисунок 1 – Лабораторный стенд. Общий вид
Данный стенд представляет собой действующую модель установки по сортировке деталей. Рассмотрим подробнее алгоритм его работы:
1) подача детали в рабочую зону (передняя кромка стола);
2) при появлении сигнала о наличии детали в рабочей области включается пневмораспределитель, отвечающий за работу цилиндра толкателя, в результате чего толкатель начинает поступательное движение, в результате которого деталь оказывается в зоне сортировки. По прошествии определенного времени, заданного программно с использованием таймера, пневмораспределитель отключается, и шток с толкателем отходит на исходную позицию;
3) в соответствии с предварительно заданным номером лотка в управляющей программе происходит установка или сброс битов, отвечающих за включение соответствующих выходов контроллера. К этим выходам подключены катушки пневмораспределителей, отвечающих за движение цилиндров позиционирования деталей. С помощью этих цилиндров производится перемещение детали на сортировочном столе, в результате чего она оказывается сориентирована напротив одного из лотков. После этого штоки цилиндров возвращаются в исходное положение;
4) производится полное выдвижение штока цилиндра толкателя, при этом деталь оказывается в заданном лотке. Затем шток возвращается в исходное положение. Далее цикл повторяется.
При многократном повторении цикла каждая следующая деталь, продвигая предыдущую по лотку, вытесняет ее в накопитель.
Функциональные возможности контроллеров данной серии и их преимущества:
— Широкий выбор совместимых процессоров и устройств ввода/вывода;
— Единое семейство контроллеров обеспечивает решение любых задач автоматизации;
— Высокое быстродействие процессоров сокращает время выполнения команды до 20 наносекунд;
— Скорость обработки команд в пять раз выше, чем у обычных ЦП;
— Сверхкомпактная конструкция;
— Объединительная плата не требуется;
— Отсутствие ограничений по ширине, быстрая и удобная установка и настройка;
— Поддержка DeviceNet, CompoBus/S, PROFIBUS-DP, Ethernet и Controller Link;
— Обеспечение высокоскоростного обмена данными и программирования с использованием этих сетей;
— Полный набор совместимых программных средств;
— Разработанный компанией Omron концепт CX Automation Suite обеспечивает поддержку всего ассортимента программируемых логических контроллеров производства Omron.
Решение задач по программированию и наладке данного программно-аппаратного комплекса относится к типичным задачам по пусконаладочным работам автоматизированного оборудования на производстве в машиностроении.
2. ОПИСАНИЕ СРЕДЫ ПРОГРАММИРОВАНИЯ CX-PROGRAMMER
Вопросы программирования и программного обеспечения подробно рассмотрены в методических указаниях «Методические указания к практическому занятию и самостоятельной работе по курсу Программное обеспечение компьютерных систем управления» по дисциплине «Программное обеспечение компьютерных систем управления».
Средой программирования учебного стенда в рамках данной лабораторной работы является программный пакет CX-Programmer (рисунок 2). Программа CX-Programmer – это инструмент программирования ПЛК, предназначенный для создания, тестирования и обслуживания программ для ПЛК серии CS/CJ, серии CV и серии C производства OMRON. В ней предусмотрено все необходимое для работы с устройствами класса ПЛК и адресной информацией, а также для осуществления связи с ПЛК производства OMRON по сетям поддерживаемых типов.
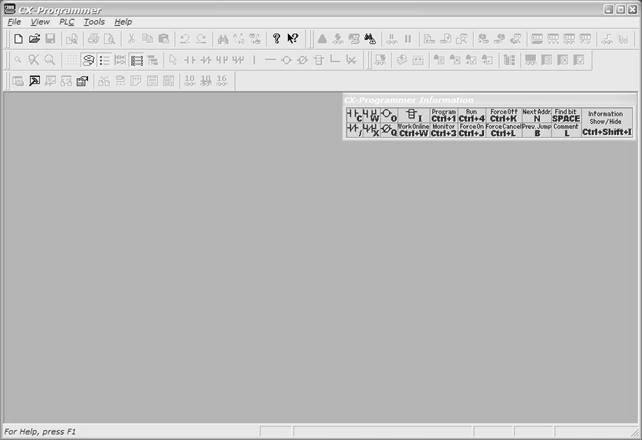
Рисунок 2 – Окно CX-Programmer
Ниже перечислены важнейшие функции данного программного пакета:
— Резервное копирование во флэш-ПЗУ – Поддерживается резервное сохранение данных во флэш-ПЗУ для ПЛК, в которых реализована эта функция;
— Поиск и замена – Расширены границы и возможности функций поиска и замены. Графический интерфейс видоизменен и содержит элементы для выбора диапазона поиска, позволяя распространить поиск на сегмент, глобальный символ и/или локальный символ;
— Считывание/Загрузка – Функции считывания/загрузки обновлены и поддерживают ПЛК, не требуя поиска маркеров сегментов в исходном диалоговом окне Upload (Загрузка);
— Диапазон команды Send/Rec. расширен;
— Функциональность – Добавлены новые уровни функциональности: Junior (Облегченная версия), Demo (Демоверсия) и Trial (Пробная версия);
— Сортировка символов – Сортировка символом в таблице символов для данных числового типа усовершенствована и выполняется отдельно от данных другого типа;
— В набор поддерживаемых файлов прямого импорта включены файлы CPT, SP1 и COD;
— Изменены размеры и положения диалоговых окон редактирования контактов/катушек/команд, поиска и замены и комментирования строк;
— Имитатор online-режима (Auto Online, Work Online) – Расширенная функциональность в online-режиме упрощает подключение к ПЛК и отладку программ;
— Комбинирование и разделение строк – Добавлены функции комбинирования и разделения, упрощающие добавление и разделение строк программы;
— Окно Watch – Окно Watch (Таблица мониторинга) дополнено возможностью непосредственного ввода адресов в таблице мониторинга;
— Назначение клавиш – Информацию о назначении клавиш можно сохранять в файл (*.mac) и загружать в CX-Programmer;
— Менеджер сегментов/строк – Поддерживается функция редактирования структуры программы. В данном диалоговом окне можно редактировать сегменты, строки и комментарии;
— Отображение комментариев к входам/выходам – Предусмотрено окно для редактирования комментариев к адресам.
3 ИМИТАЦИЯ ТРАНСПОРТНЫХ ОПЕРАЦИЙ ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК НА ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ
Далее приведено описание процесса программирования контроллера «ОМРОН» для решения задач транспортно-складского комплекса, посредством автоматизирования процессов перемещения заготовок с помощью пневмоцилиндров.
Задания: 1) повторить весь процесс программирования и выполнить программу для размещения заготовок в конечные позиции начиная с правого края – к левому;
2) дополнить программу фиксацией среднего пневмоцилиндра в промежуточной позиции по сигналу с датчика и вычислить сокращение времени всего процесса;
3) дополнить программу управлением с пульта оператора таким образом, чтобы можно было задавать номер позиции, в которую должна быть перемещена заготовка.
После выбора из меню File нового проекта появляется окно настройки контроллера (рисунок 3), в котором необходимо выбрать контроллер, установленный на стенде – аналогичный тому, который представлен на скриншоте экрана программы.
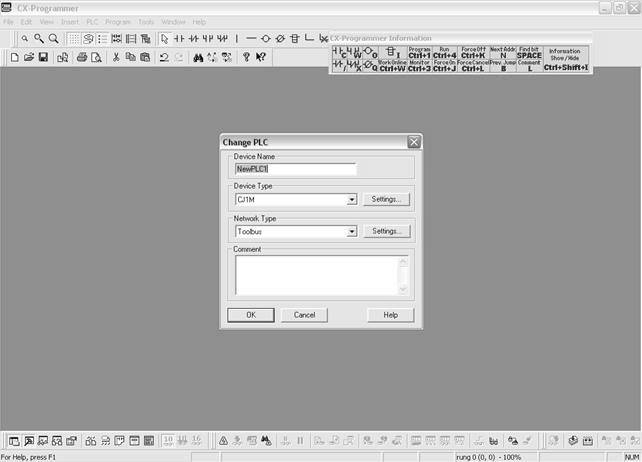
Рисунок 3 – Настройка контроллера при создании нового проекта
Составим простейшую программу для выдвижения одного пневмоцилиндра по нажатию кнопки пульта управления (рисунок 4). Все необходимые для построения элементы обозначены пиктограммами на панели инструментов в верхней части программы. Имена кнопки и пневмоцилиндра записываются t: 0.01 и Q: 1.01 соответственно.
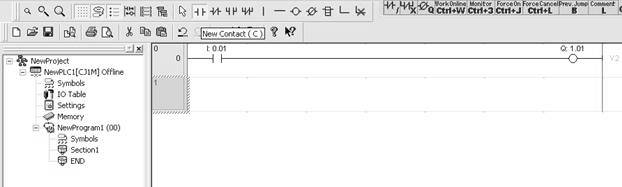
Рисунок 4 – Управление пневмоцилиндром при помощи кнопки
Далее настраиваются модули, установленные на него. Для этого в выпадающем меню, расположенном в программе слева выбирается пункт IO Table (рисунок 5). В появившемся справа окне PLC IO Table с помощью двойного щелчка мыши на слотах оборудования 00 и 01 выбираются дискретные модули ввода и вывода.
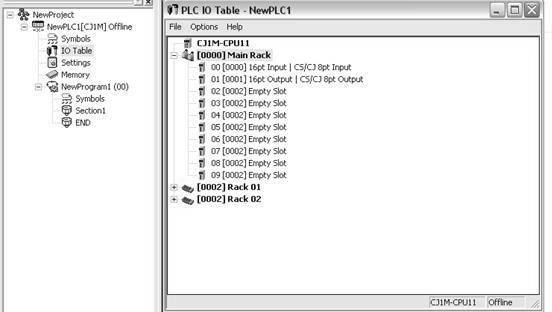
Рисунок 5 – Выбор оборудования контроллера, установленного на стенде
Теперь, если все предыдущие шаги сделаны правильно, можно подключиться к контроллеру и проверить нашу программу. Для этого в выпадающем меню PLC надо выбрать подпункт Work Online (рисунок 6). Если контроллер включён и соединение прошло успешно, то следующим шагом станет загрузка программы на него.

Рисунок 6 – Подключение CX-Programmer к контроллеру
Для этого необходимо выбрать из меню PLC — Transfer — To PLC… (рисунок 7), а также установить галочки у всех пунктов загрузки появившегося окна Download Options, как показано на рисунке 8, чтобы перенести на ПЛК не только саму программу, но и все необходимые для неё настройки.
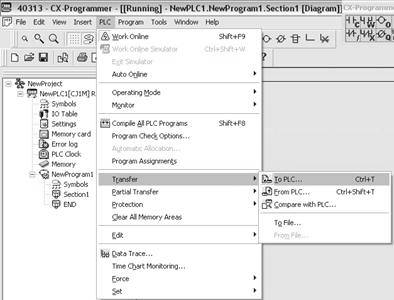
Рисунок 7 – Загрузка программы в контроллер
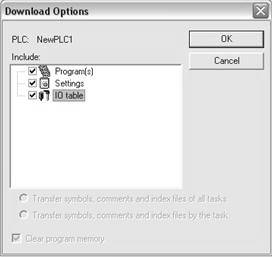
Рисунок 8 – Выбор настроек загрузки
Если всё сделано без ошибок, то, оставаясь в режиме Онлайн можно будет отследить в программе в реальном времени внешние управляющие воздействия на стенд, осуществляемые при помощи кнопки, а также моменты, когда пневмоцилиндр приходит в движение. Визуально нажатие кнопки, обозначенной t: 0.01 и реакция на это клапана Q: 1.01 будут выглядеть как прохождение сигнала – зелёной линии по пока что единственной строке программы (рисунок 9). Этим способом можно определить исправность программного кода и оборудования, так как все изменения состояния кнопки будут отображаться в программе. Если при этом пневмоцилиндр не будет работать, то необходимо будет проверить, достаточный ли уровень давления воздуха в пневмосистеме стенда, и увеличить его при помощи насоса при необходимости.
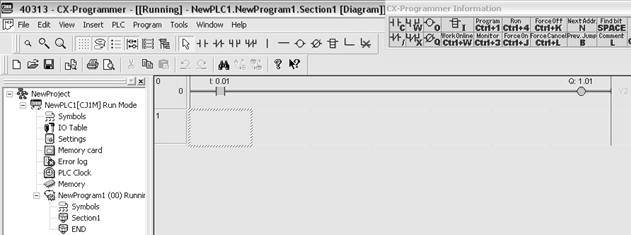
Рисунок 9 – Выполнение программы
Дальнейшим этапом развития программы будет управление всеми тремя цилиндрами при помощи различных кнопок пульта управления. Реализация данной программы представлена на рисунке 10. Отличается она от предыдущей – только тем, что содержит не одну, а три строки кодов, в которых соответственно выбраны номера пневмоцилиндров и кнопок: t: 0.02 для Q: 1.02, t: 0.05 для Q: 1.00 и исходная часть – t: 0.01 для Q: 1.01.
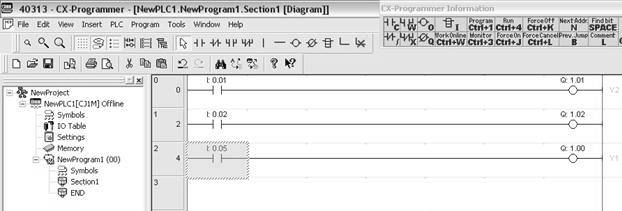
Рисунок 10 – Управление тремя пневмоцилиндрами с пульта
Собрав из элементов представленную на рисунке программу, загрузите её аналогичным образом в контроллер, предварительно проверив правильность настройки таблиц его входов и выходов (IO Table), как в случае с управлением одним клапаном (рисунок 5).
Ход выполнения программы для нажатия на одну из трёх управляющих кнопок представлен на рисунке 11. Здесь можно увидеть, что зелёная линия сигнала, активирующая те или иные исполнительные элементы (в нашем случае – пневмоцилиндры) упирается в не нажатые кнопки.
Попробуйте: как Вы уже могли заметить, на пульте управления контроллера есть три кнопки и два переключателя. Модифицируйте программу так, чтобы для управления левым цилиндром необходимо было перевести левый переключатель в позицию 1, для управления правым цилиндром – правый переключатель в позицию 1, а для управления центральным цилиндром – оба переключателя в позицию 0.
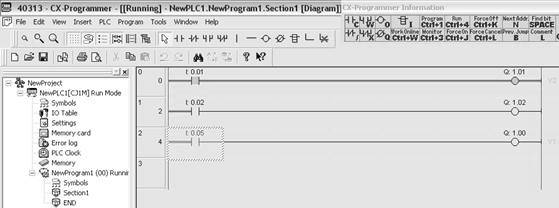
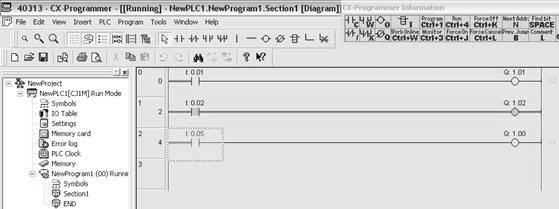
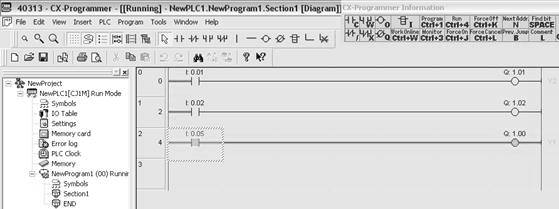
Рисунок 11 – Выполнение программы
Попробуйте: помимо пневмоцилиндров, учебный стенд оснащён аварийным клапаном сброса давления, которым можно управлять аналогичным образом. Допишите программу таким образом, чтобы он открывался при нажатии на две из трёх любых кнопок пульта управления. Его номер можно определить экспериментально или воспользовавшись «Методическими указаниями к практическому занятию и самостоятельной работе по курсу Программное обеспечение компьютерных систем управления».
Теперь, зная как организовать управление исполнительными элементами и осуществлять контроль за датчиками – кнопками, можно произвести дальнейшее усовершенствование программы, дополнив её специальными таймерами для реализации циклического управления пневмоцилиндрами. Это может быть необходимо в тех случаях, когда надо по нажатию одной клавиши пульта оператора совершить несколько последовательных действий, например по перемещению заготовки в нескольких плоскостях в процессе сортировки на площадях автоматизированного складского помещения.
Создадим новую программу, предварительно выполнив все настройки контроллера и его модулей аналогично тому, как показано в начале данных методических указаний. Добавим кнопку t: 0.01 для После этого в меню выберем элемент таймер и в появившемся окне пропишем для него следующие настройки: TIM 0001 #10 так, как показано на рисунке 12.
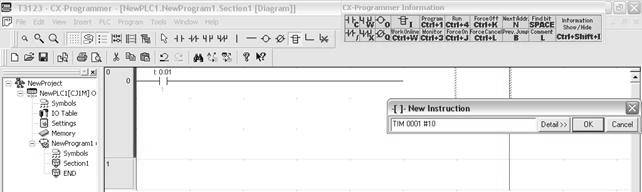
Рисунок 12 – Настройка таймера для программы
После добавления таймера в код программы её внешний вид должен быть идентичен представленному на рисунке 13.
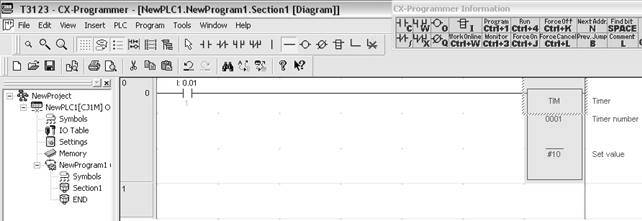
Рисунок 13 – Добавление таймера в программу
Загрузите её в контроллер и проверьте правильность выполнения прежде чем переходить к программе циклического управления пневмоцилиндрами. Реакция стенда на нажатие соответствующей кнопки должна отражаться в программе аналогичным образом, представленному на рисунке 14.
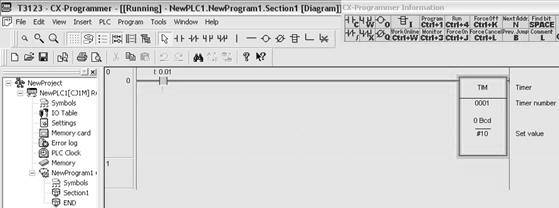
Рисунок 14 – Выполнение таймера на контроллере
Если всё работает правильно, то можно переходить к заключительной части основного задания – написанию и отладке программы последовательного перемещения пневмоцилиндров по жёстко заданному алгоритму. По сравнению с предыдущими примерами, данная программа довольно объёмна и её код представлен на двух рисунках – 15 и 16. Как видно из представленных скриншотов CX-Programmer, управление циклом перемещений пневмоцилиндров запускается при помощи нажатия одной из кнопок пульта оператора (в нашем случае – это t: 0.01), а все дальнейшие действия осуществляются по соответствующим значениям запрограммированных таймеров.
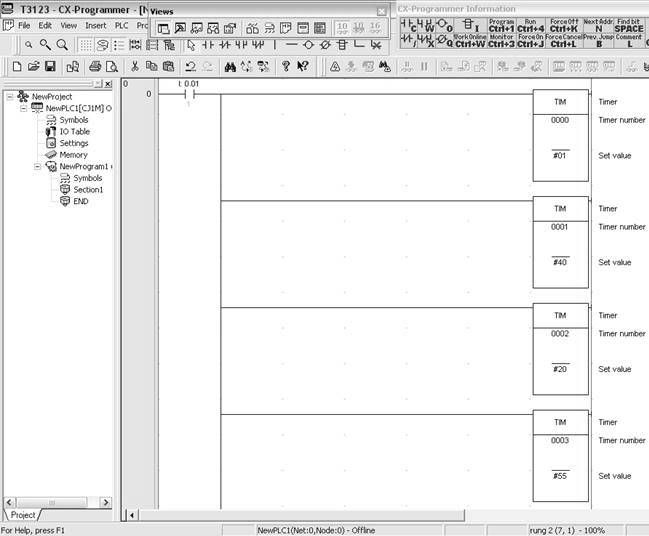
Рисунок 15 – Циклическое управление пневмоцилиндрами
Для проверки правильности выполнения программы и усвоения пройденного материала измените программу таким образом, чтобы активация пневмоцилиндра стенда осуществлялась сначала против часовой стрелки, начиная с правого цилиндра, а затем – по часовой стрелке, начиная с центрального.
В задании 2 необходимо считывать информацию о положении среднего пневмоцилиндра при помощи установленного на него датчика. В программу он добавляется способом, аналогичным способу с кнопками. Его номер можно определить экспериментально или воспользовавшись «Методическими указаниями к практическому занятию и самостоятельной работе по курсу Программное обеспечение компьютерных систем управления».
В задании 3 необходимо для каждой из трёх кнопок написать свой алгоритм перемещения пневмоцилиндров для различных номеров позиций заготовок, причём первой позицией надо считать крайний левый карман стенда.
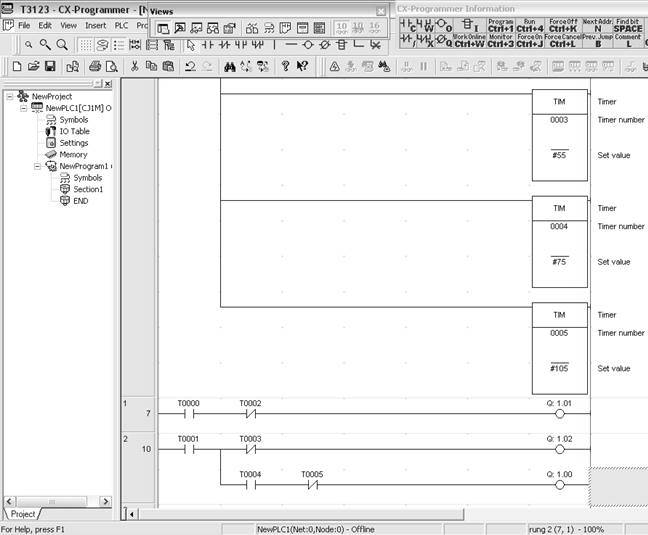
Рисунок 16 – Циклическое управление пневмоцилиндрами (продолжение)
После выполнения всех заданий студент должен подготовить ответы на вопросы главы 4 данных методических указаний, а также предложить и проработать решения для задач из этого же пункта. Данные дополнительные задания будут использоваться при защите лабораторной работы и зачёте в качестве контрольных вопросов для проверки проработанности студентами пройденного материала.
4 ВОПРОСЫ ДЛЯ САМОСТОЯТЕЛЬНОГО ИЗУЧЕНИЯ И ЗАДАНИЯ ПОВЫШЕННОЙ СЛОЖНОСТИ
1) На базе какого микроконтроллера построен учебный стенд фирмы «FESTO»?
2) Назовите области применения контроллеров «ОМРОН»;
3) Спроектируйте свою систему управления, имеющую практическое применение, на базе данного контроллера и протестируйте алгоритм её работы;
4) Построить структурную или электрическую принципиальную схему учебного стенда;
5) Написать программу, реализующую перемещение клапанов с 1/2, 1/3 или 1/4 от максимальной скорости перемещения;
6) Написать программу перемещения зажатого пневмоцилиндрами резинового шара из крайнего левого положения в крайнее правое положение рабочей области стенда;
7) Написать программу, реализующую различные управляемые перемещения пневмоцилиндров стенда по количеству кнопок (3 шт.) и переключателей (2 шт.);
8) Назовите области промышленности, в которых невозможно применить данный контроллер, а также укажите – по каким причинам;
9) Напишите программу, осуществляющую выдвижение пневмоцилиндров в серединное положение и динамическую остановку в нём;
10) Напишите программный код, реализующий управляемое изменение скорости перемещения клапанов, в зависимости от того, какая из кнопок управления нажата.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ……………………………………………………………………………………………………3
1 ОБЗОР СТЕНДА FESTO НА БАЗЕ КОНТРОЛЛЕРА OMRON CJ1M…………….3
2 ОПИСАНИЕ СРЕДЫ ПРОГРАММИРОВАНИЯ CX-PROGRAMMER………….5
3 ИМИТАЦИЯ ТРАНСПОРТНЫХ ОПЕРАЦИЙ ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК НА ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ…………………………………..6
4 ВОПРОСЫ ДЛЯ САМОСТОЯТЕЛЬНОГО ИЗУЧЕНИЯ И ЗАДАНИЯ ПОВЫШЕННОЙ СЛОЖНОСТИ…………………………………………………………………..15
Карпов Егор Константинович
Разработка автоматизированной системы управления технологическим процессом на базе программно-технического комплекса КОНТАР
Методические указания к лабораторной работе по дисциплинам
«Микроконтроллеры и микропроцессоры в системах управления»,
«Микропроцессорные устройства»
для студентов направлений подготовки
15.03.04 Автоматизация технологических процессов и производств
(профиль «Автоматизация технологических процессов и производств
(машиностроение)»),
27.03.04 Управление в технических системах (профиль «Системы и
технические средства автоматизации и управления»)
Редактор Е.А. Могутова
Подписано в печать Формат 60х84 1/16 Бумага 65 г/м2
Печать цифровая Усл. печ. л. 1,0 Уч.-изд. л. 1
Заказ Тираж 25 Не для продажи

РИЦ Курганского государственного университета.
640000, г. Курган, ул. Советская, 63/4.
Курганский государственный университет.
Статьи к прочтению:
- Г. благовещенск 29 августа — 01 сентября 2016 года
- Где v — информационный объем рисунка (файла), к — общее количество точек рисунка или разрешающая способность монитора, i — глубина цвета.
Управление сервоприводом от ПЛК Omron CJ1M. Импульсные входы/выходы
Похожие статьи:
-
Работа № 1. основы программирования микроконтроллеров
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ (ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ) А.А. Егоров, В.Г. Осипов, С.Ю. Соловьёв…
-
Общие основы операционных систем
Назначение и функции ОС Назначение любой системы обработки данных состоит в том, чтобы превращать данные в более полезную информацию. Для достижения этой…